Jak pracovat s OEE v praxi?
V předchozím článku Co je OEE? se dozvíte, co metrika OEE znamená a kde ve výrobě získat data pro její výpočet. Znát vzorec metriky OEE je jedna věc. Rozumět tomu, proč je důležité ji sledovat druhá. Ale jak s ní v reálném provozu pracovat, jak ji vyhodnocovat nebo jak se vyhnout nejčastějším chybám, které zkreslují výsledky – to je věc třetí. Nejdůležitější. A právě jí se budeme věnovat v tomto článku.
Jak se počítá OEE?
Vzorec vychází ze tří proměnných, které se vzájemně pronásobí: dostupnost, výkonnost a kvalita.
Dostupnost (%) = skutečný čas produkce / plánovaná dostupnost
Výkonnost (%) = vyrobené kusy / plánované kusy (max. štítkový výkon)
Kvalita (%) = výrobky bez jakýchkoliv vad / celkové množství výrobků
Ideální skóre OEE je 100 %. Zařízení je v takovém případě 100 % času dostupné, pracuje 100 % času na plný výkon a vyrábí 100 % výrobků bez vad.
Jak vyhodnocovat jednotlivé složky OEE?
Nízká dostupnost
Znamená, že stroj příliš často stojí.
Nejčastější příčiny:
časté nebo dlouhé poruchy,
časově náročné seřizování,
čekání na materiál, nářadí nebo údržbu,
prodloužené přestávky nebo organizační nedostatky.
Nízká výkonnost
Stroj sice běží, ale nevyrábí tak rychle, jak by měl.
Nejčastější příčiny:
pomalý takt, zpomalující se cykly,
operátor nestíhá odebírat nebo plnit vstupy,
špatné nastavení stroje,
použití méně kvalitního materiálu, který zpomaluje zpracování.
Nízká kvalita
Stroj vyrábí, ale příliš velká část produkce je vadná.
Nejčastější příčiny:
špatné nastavení parametrů,
opotřebené nástroje,
nedostatečně kvalitní materiál,
nedodržování pracovních postupů.
Nejčastější chyby při práci s OEE
1. Nezapisování krátkých prostojů
Mikroprostoje do 30 sekund bývají často ignorované, ale za směnu jich může být desítky až stovky. MES je umí zachytit automaticky.
2. Podhodnocený maximální (štítkový) výkon
Pokud je nastaven nižší, než je skutečný výkon stroje, výsledná výkonnost pak vypadá lépe, než odpovídá realitě.
3. Přikrášlování dat
Operátoři pod tlakem výkonu nebo prémií někdy vykazují o pár desítek kusů víc nebo o pár minut méně prostojů. MES to eliminuje.
4. Zahrnování neovlivnitelných prostojů
Například čekání na schválení od externí laboratoře nebo povinné technologické pauzy. Ty můžete vyjmout, aby OEE odráželo skutečný stav výroby.
5. Porovnávání OEE mezi zcela odlišnými typy strojů
Foukací lis na PET víčka se nedá porovnávat s ruční montáží. To má smysl jen u podobných technologií.
6. Vyřazení celých směn kvůli absencím operátorů
Někdy firmy snižují OEE „ručně", aby výsledky vypadaly opticky lépe. To je ale chyba, která vás dříve nebo později dožene. Je potřeba dodržovat konzistentní pravidla a neměnit je podle toho, jak zrovna výsledky vypadají.
Jak zvýšit OEE?
Základní principy:
Lepší plánování výroby: identifikace úzkých míst a lepší rozvržení výroby
Motivace obsluhy a pravidelná školení: zkvalitnění práce operátorů
Zkracování zbytečných činností: standardizace práce a dobrá organizace pracoviště
Včasná údržba: zavedení preventivní údržby
Jak vám s tím pomůže MES SoftLi?
Zobrazování OEE na terminálu
Metrika je zobrazená přímo na operátorském terminálu pro zvýšení přehledu napříč celou výrobou.
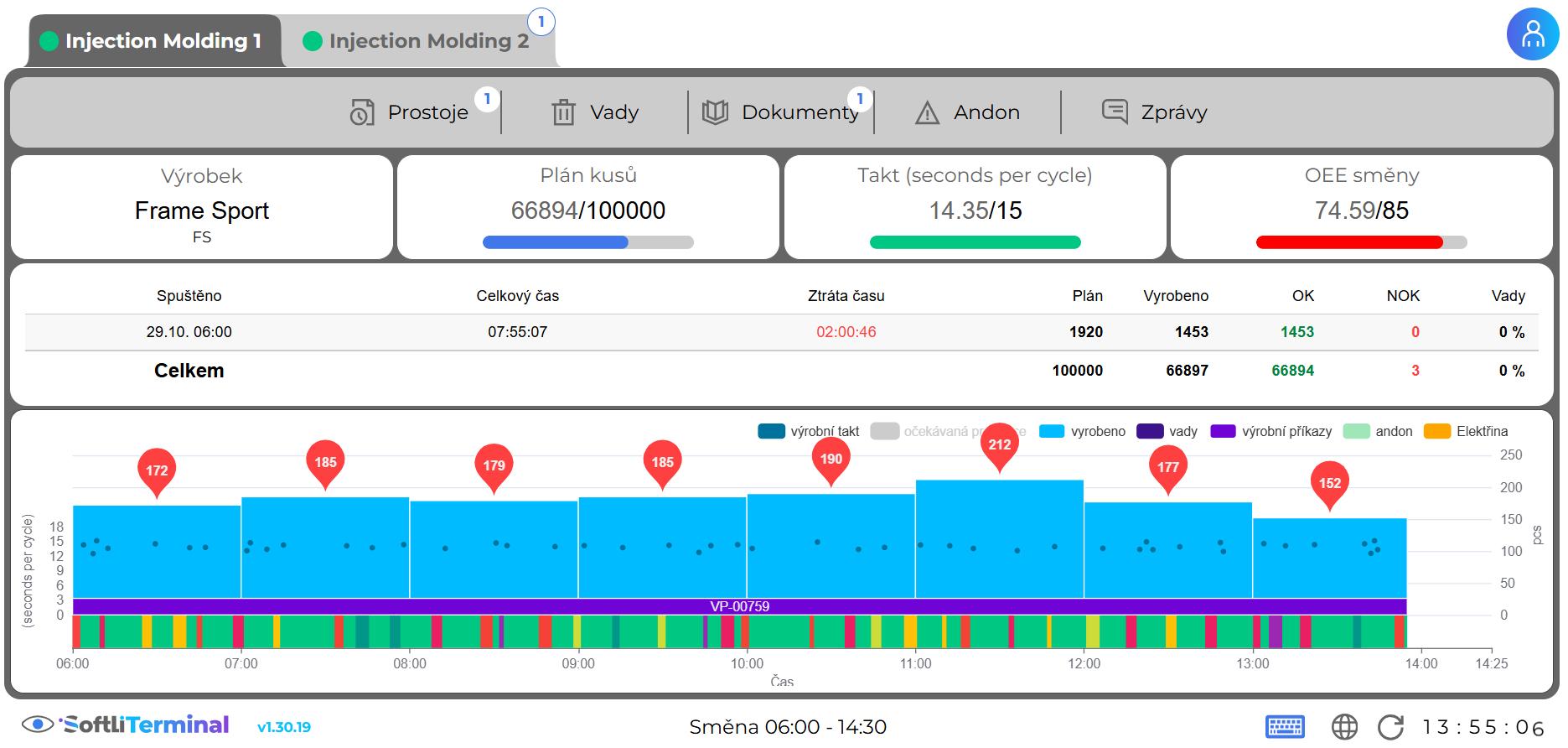
Rozšířené zobrazení OEE
Lze si nastavit zobrazení OEE na celkové, OEE pro zakázku, směnu apod.

Propojení dat v reálném čase
Díky modulu Alarms se pracovníci ihned dozví o nečekaných událostech ve výrobě – a dokážou na vzniklé problémy okamžitě reagovat. Stačí jen určit, komu a v jaké situaci přijde notifikace.
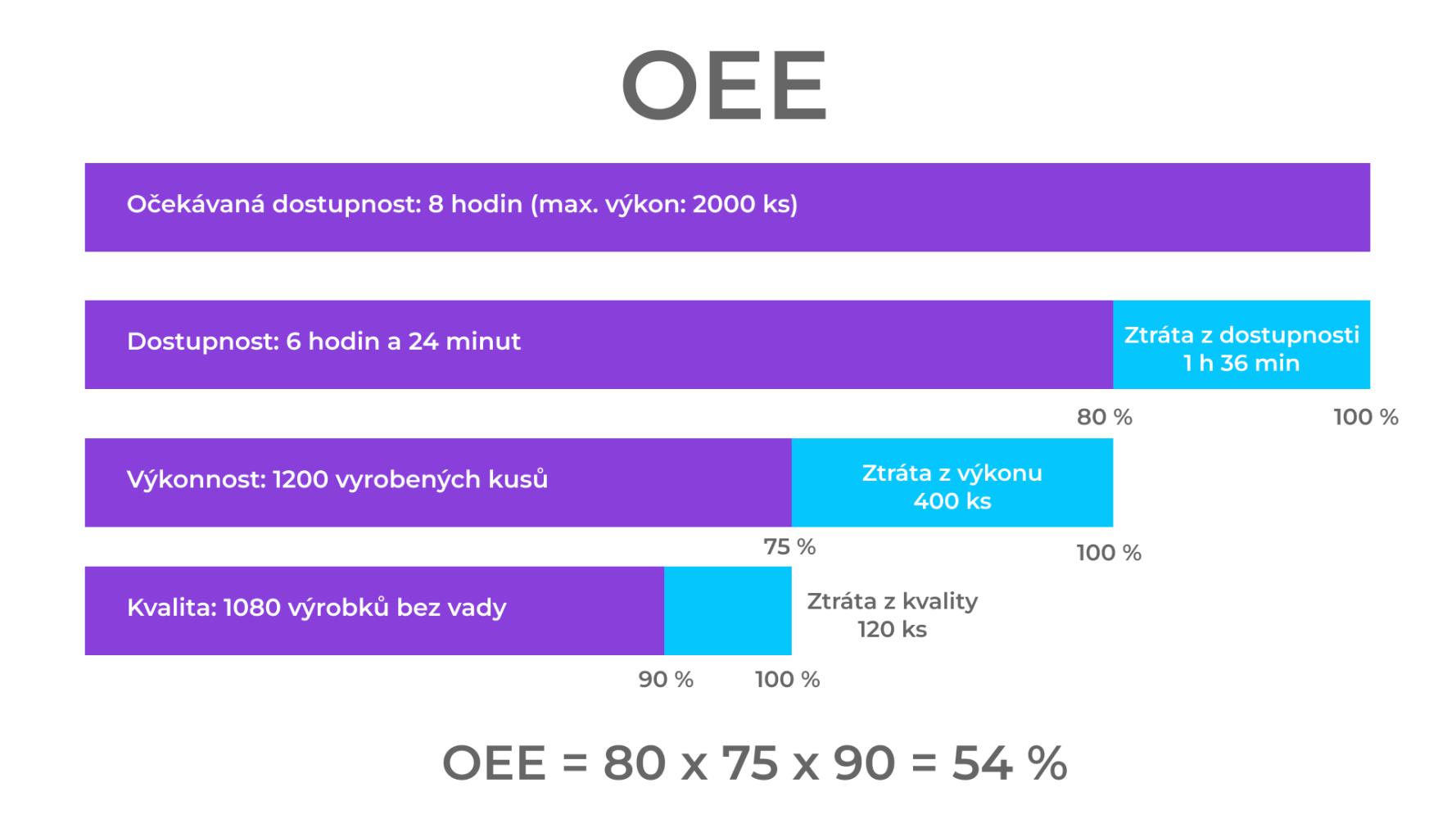
Ztráty z OEE: typový příklad
Stroj za 8 hodin (480 minut) dokáže vylisovat 2000 ks plastových víček na PET lahve.
Kvůli neočekávaným poruchám ale dnes lisoval jen 6 hodin a 24 minut, tj. 384 minut.
Dostupnost: 384/480 = 0,8 × 100 = 80 %
Za tu dobu vyrobil 1200 ks plastových víček.
Výkonnost: 1200 / 1600 (max štítkový výkon za 6 hodin a 24 min) × 100 = 75 %
Z celkových 1200 ks jich 120 bylo zmetek.
Kvalita: 1080 / 1200 × 100 = 90 %
Celková OEE tedy je: 80 × 75 × 90 = 54 %
Ztráty jsou znázorněny na následujícím obrázku: