OEE vs. OOE vs. TEEP: Čím se od sebe liší? A jak je lze zlepšit?
Efektivita výroby, olé! A sbírání dat zdar! Proto se v dnešním článku zaměříme na vzorce, které měří efektivitu výrobních zařízení – OEE, OOE a TEEP. Ačkoliv se mohou zdát dost podobné až zaměnitelné, tak každý z nich je odlišný a vhodný pro měření za trochu jiné situace.
Vezmeme to od té nejznámější a nejpoužívanější metriky.
OEE
Definice: Ukazatel celkové efektivnosti zařízení (z anglického výrazu Overall Equipment Effectivness).
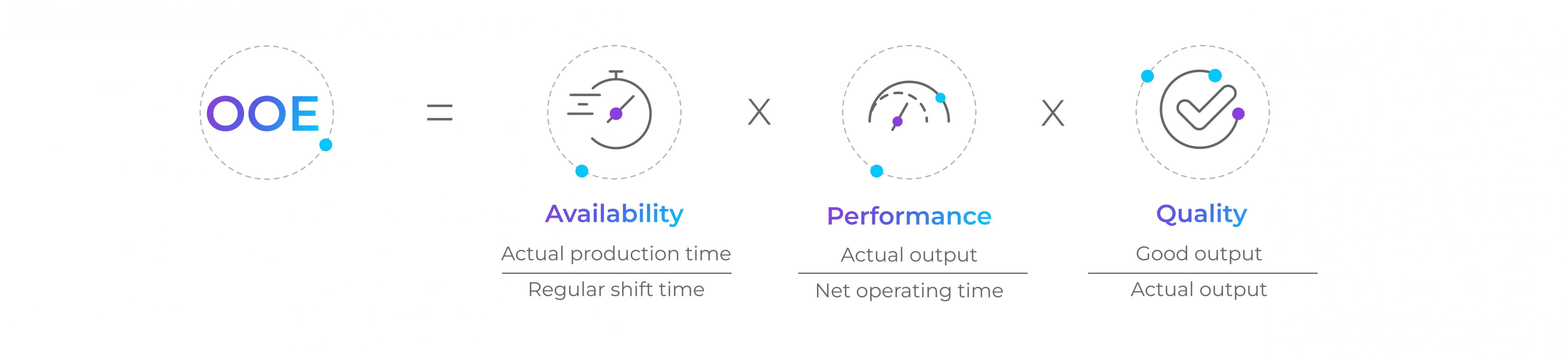
Vzorec
Vychází ze třech proměnných, které se vzájemně vynásobí: dostupnost, výkonnost a kvalita.

Výkonnost (%) = skutečná rychlost výroby / očekávaná rychlost výroby
Dostupnost (%) = skutečná doba běhu zařízení / očekávaná doba běhu zařízení
Kvalita (%) = výrobky bez jakýchkoliv vad / celkové množství výrobků
Ideální skóre OEE je 100 %. V takovém případě je zařízení 100 % času dostupné. 100 % času pracuje na plný výkon a 100 % času vyrábí výrobky bez jakýchkoliv vad.
OOE
Definice: Ukazatel celkové efektivity provozu (z anglického výrazu Overall Operations Effectivness).
Vzorec
Znovu se vynásobí dostupnost, výkon a kvalita. Ale na rozdíl od OEE se započítávají i plánované prostoje, kdy dané zařízení nepoběží.
Výkonnost (%) = skutečná rychlost výroby / očekávaná rychlost výroby
Dostupnost (%) = skutečná doba běhu zařízení / očekávaná doba běhu zařízení včetně doby nenaplánované, během níž ale stroj může běžet
Kvalita (%) = výrobky bez jakýchkoliv vad / celkové množství výrobků
Pokud při výrobě dochází k plánovaných prostojů, jako je preventivní údržba nebo plánované opravy, tak OOE bude vždy nižší než OEE.
TEEP
Definice: Odvozený ukazatel celkové efektivnosti zařízení (z anglického výrazu Total Effective Equipment Performance)
Zde je žádoucí uvést i rozdíl oproti OEE, protože obě metriky ukazují celkovou efektivnost zařízení.
OEE posuzuje efektivnost zařízení pouze v rámci plánovaného času (tj. směn), zatímco TEEP v rámci celého kalendářního času – tedy 24/7/365 u nepřestupného roku a 24/7/366 u přestupného.
Vzorec
Opět jde o násobek dostupnosti, výkonu a kvality. Jediný rozdíl tkví v tom, že proměnná „dostupnost“ zde představuje kalendářní čas, tj. zpravidla 24*7*365.
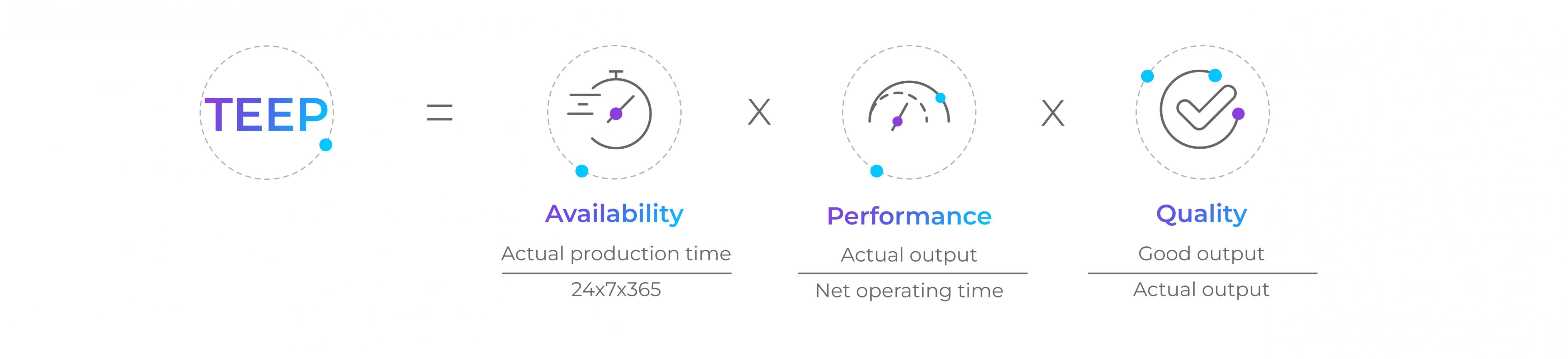
Dostupnost stroje (%) = skutečná doba běhu zařízení / celková doba běhu zařízení
Výkonnost (%) = skutečná rychlost výroby / očekávaná rychlost výroby
Kvalita (%) = výrobky bez jakýchkoliv vad / celkové množství výrobků
2. varianta vzorce
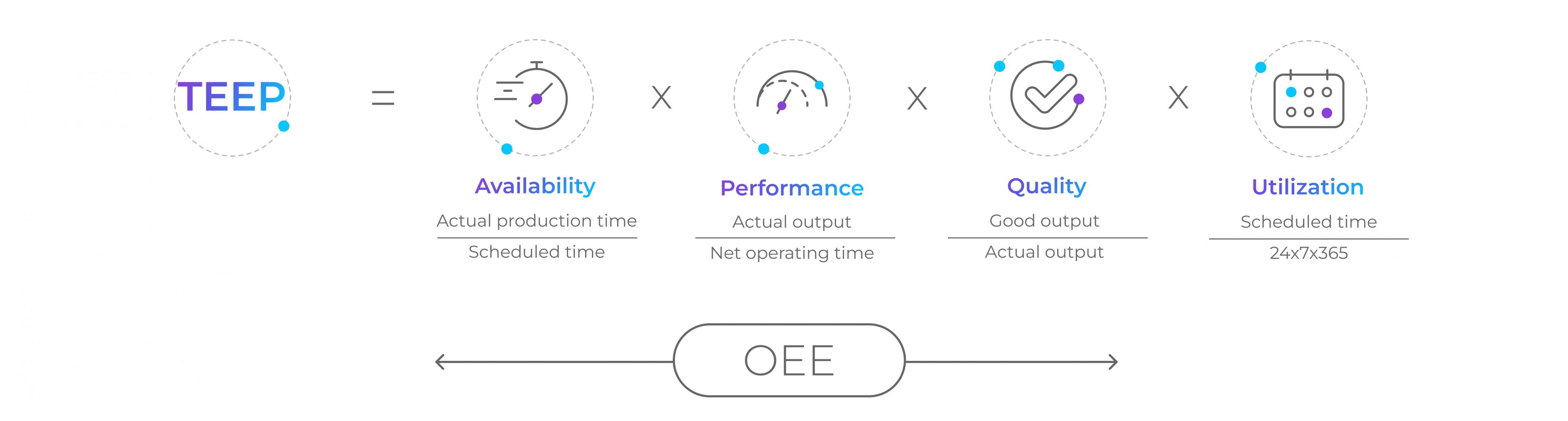
TEEP lze také vypočítat z OEE, a to ve vzorci „vytížení*OEE“. Nemění se dostupnost, která už je obsažena v OEE, ale přidává se vytížení = plánovaný čas provozu / kalendářní čas.
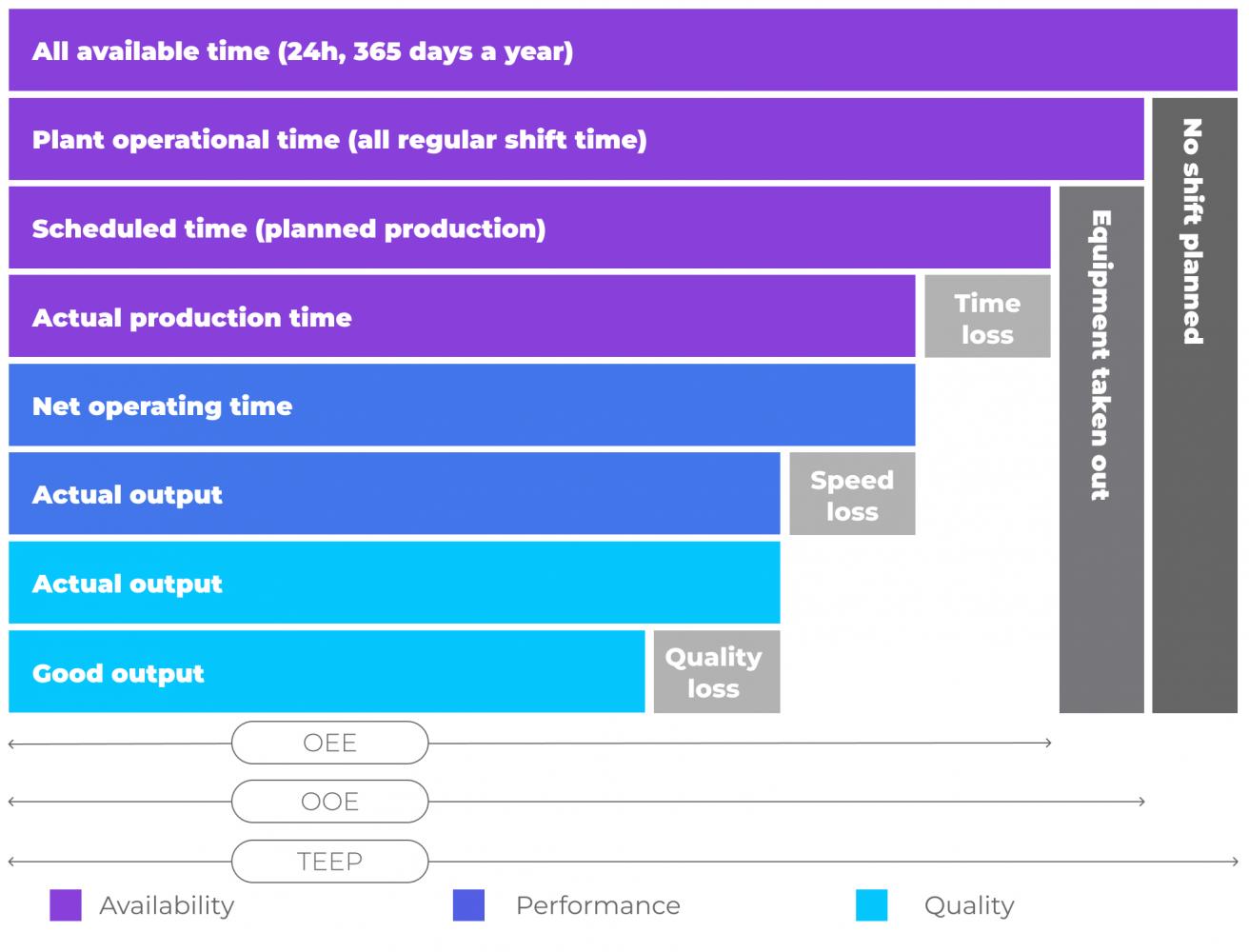
TL;DR: Jaký je hlavní rozdíl mezi OEE, OOE a TEEP?
Dostupnost.
Skutečná doba produkce je vždy porovnávaná s očekávanou dobou produkce. A ta je u každého ukazatele jiná:
Existuje optimální hodnota OEE, OOE a TEEP?
Teoreticky ano: 100 %. Prakticky ne, protože každá výroba je jiná. Někde je skvělý výsledek 40 %, zatímco jinde 80 %. Nelze to zobecňovat. Pro všechny typy výroby v souvislosti s OEE, OOE a TEEP svorně platí pouze jedna věc – je důležité tyto metriky sledovat a pomalu, ale pravidelně se v nich zlepšovat.
Chcete zlepšit OEE, OOE i TEEP?
Vyzkoušejte si nezávaznou a bezplatnou DEMO verzi MES SoftLi. Přesvědčte se, jak vám náš MES systém pomůže zvýšit efektivitu výrobních zařízení. A zlepšit všechny ukazatele, které ji měří.